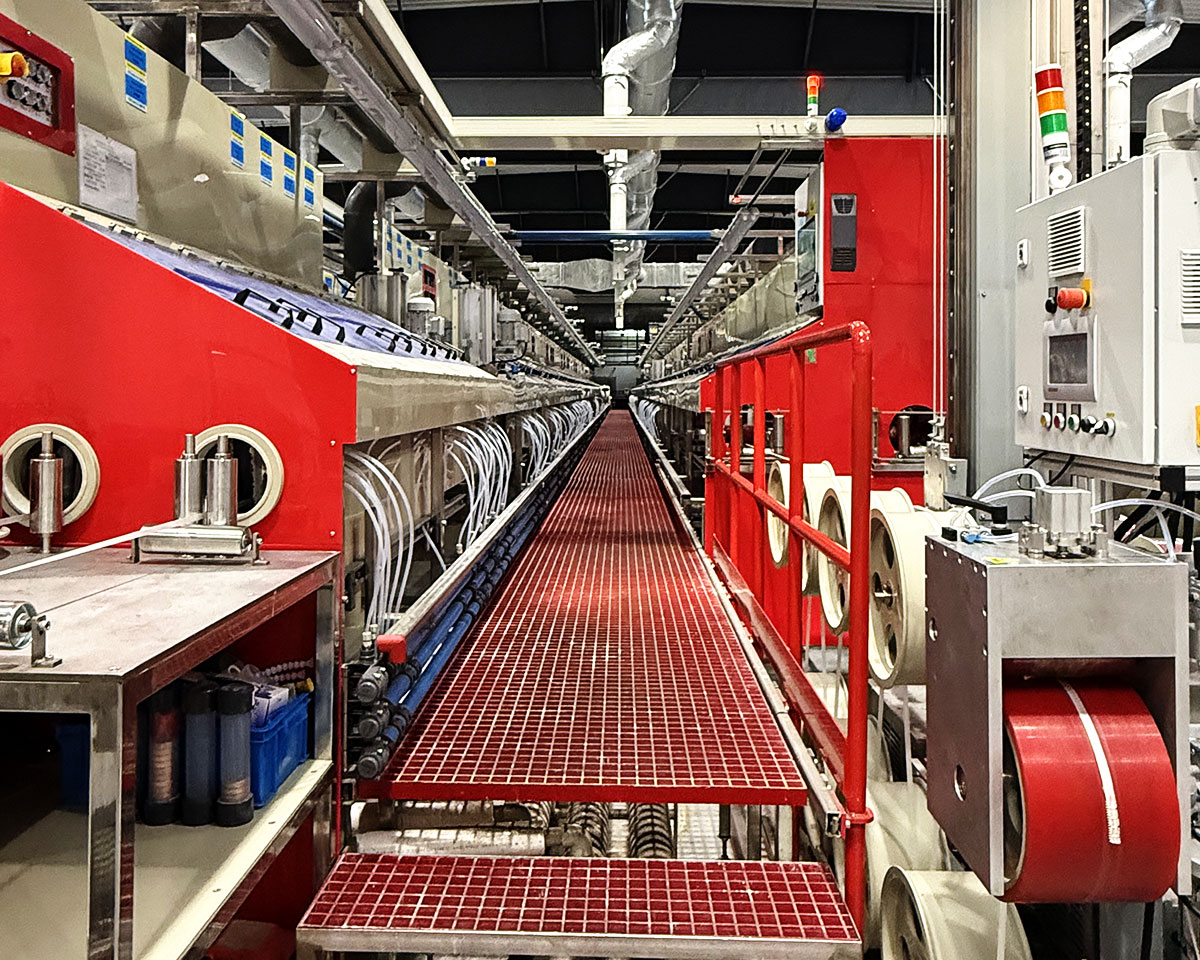
Using high-tech systems with the flexibility to adapt to individual requirements, IMOC produces surfaces with precisely defined functional characteristics. Thanks to the largest machinery outfit in Asia, well qualified personnel, electronic monitoring of the systems and continuous analytical testing of the electrolytic baths, we are able to guarantee production with high quality.
IMOC independently designs and develops machinery in accordance with the highest German standards, enabling swift adaptation to new market conditions through customized solutions in a short timeframe.
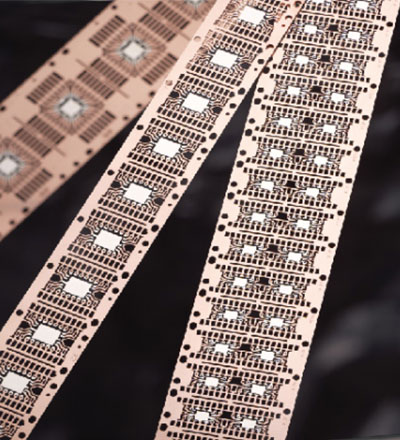



Roll-to-roll electroplating finds extensive applications in metal processing, including ferrous metals, copper alloys, and other stamping strips or pre-plated materials with maximum dimensions of 220mm in width and 3mm in thickness.
* Patented Technique